Theory
Indexing Mechanism is a mechanism that is used for dividing the periphery of a workpiece into any number of equal parts. The machine used for the indexing mechanism is called indexing head. Indexing head is also known as a dividing head or spiral head. It is a specialized tool that allows a workpiece to be circularly indexed.This indexing mechanism is mainly used on milling machines. This mechanism is also used in grinders, drill presses and boring machines. and used for producing a square or hexagonal bolts, cutting splines on shafts, fluting drills, taps, reamers, etc.
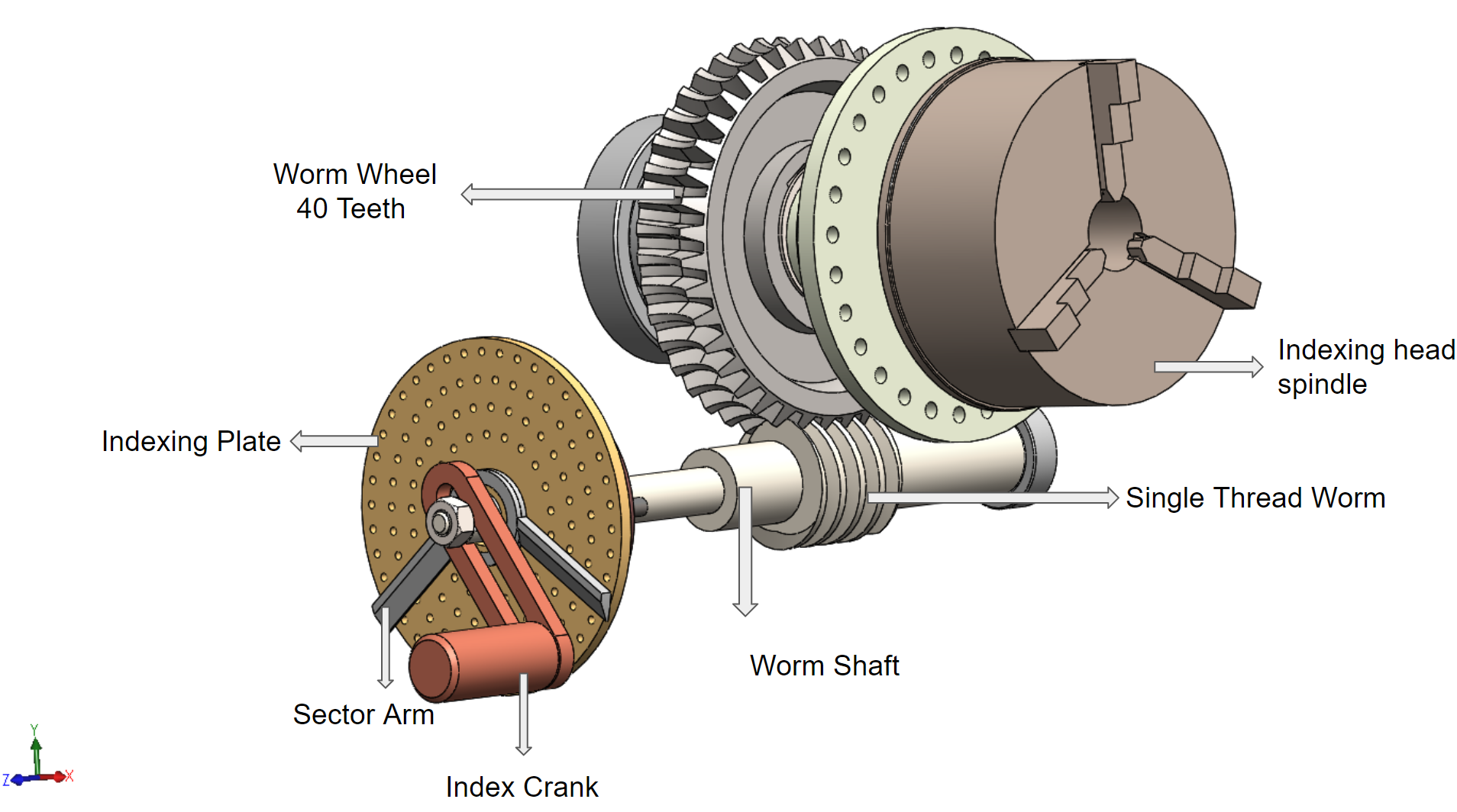 INDEXING MECHANISM
INDEXING MECHANISM
At first, the handle of the indexing plate is rotated manually. With the handle the crank also rotates. As the crank rotates, the worm shaft rotates attached to it rotates and hence the worm also rotates. When the worm rotates, the teeth of the worm wheel pass through the worm and produce a partial rotation in the worm wheel. When the worm completes one complete rotation, one tooth of the worm wheel passes through the worm.
Case 1:-
Let’s say there are 40 teeth in the worm wheel and we have to machine 8 teeth in the workpiece. So the number of rotation of crank handle that will be required to cut one tooth in the workpiece will be = 1/8 x 40 = 5. i.e 5 rotation of crank will be required to cut one tooth in the workpiece. After every five rotation the crank pin will be inserted in the indexing plate and the rotation of the crank will be locked and the workpiece rotation will also be locked and the workpiece can be machined at this time. In one rotation of crank one tooth or worm wheel passes by worm and in five rotation five worm teeth will pass by the worm. When 5 teeth of worm wheel will pass by worm one tooth will be cut in the workpiece. One tooth will be cut in the workpiece for each 5th teeth of worm wheel that crosses worm. Hence 5 rotation of crank handle is required to cut one teeth in workpiece when there are 40 teeth in worm wheel and 8 teeth has to be cut in the workpiece.
case 2 :-
In this case, we have to machine 7 teeth in the workpiece which is not a factor of 40. Now the number of rotation of crank handle rotation that will be required to cut one tooth in workpiece will be = 1/7 x 40 = 5 whole 5/7 rotations i.e 5 complete rotations and 5/7 of rotation of the crank handle. Since a fraction of rotation of crank handle is required. Hence, the holes of indexing plates will be used to obtain this fractional rotation of crank. 5/7 can also be written as 30/42. So a 42 hole indexing plate will be used to obtain this result. i.e 5 whole rotation of the crank handle and after that crank handle should rotate till the 30th hole of the 42 hole indexing plate is reached. This is the main function of indexing plate with holes, its main use is seen when we need a mixed fraction of rotation of the crank handle.
Application
Indexing mechanism can also be used for producing a square or hexagonal bolts, cutting splines on shafts, fluting drills, taps, reamers, etc.